
































Spawanie elektrodą otuloną - metoda MMA
Spawanie łukowe elektrodą otuloną nazywane jest również metodą MMA (Manual Arc Welding) i jest to najstarsza i najbardziej uniwersalna metoda spawania łukowego.
W metodzie MMA wykorzystywana jest elektroda otulona, która składa się z metalowego rdzenia pokrytego sprasowaną otuliną. Pomiędzy końcem elektrody a spawanym materiałem wytwarzany jest łuk elektryczny. Zajarzenie łuku ma charakter kontaktowy poprzez dotknięcie końca elektrody do materiału spawanego. Elektroda topi się i krople stopionego metalu elektrody przenoszone są poprzez łuk do płynnego jeziorka spawanego metalu tworząc po ostygnięciu spoinę. Spawacz dosuwa elektrodę w miarę jej stapiania do spawanego przedmiotu tak aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Topiąca się otulina elektrody wydziela gazy, które chronią płynny metal przed wpływem atmosfery a następnie krzepnie i tworzy na powierzchni jeziorka żużel, który chroni krzepnący metal spoiny przed wpływem otoczenia. Po odsunięciu elektrody od spawanego przedmiotu łuk elektryczny ustaje i proces spawania zostaje przerwany. Po ułożeniu jednego ściegu żużel należy mechanicznie usunąć.
Podstawowa różnica w stosunku do innych metod spawania polega na tym, że w metodzie MMA elekroda ulega skróceniu. W metodzie TIG oraz MIG/MAG długość elektrody pozostaje przez cały czas niezmieniona i odległość pomiędzy uchwytem a elementem spawanym jest przez cały czas stała. W metodzie MMA, aby utrzymać stałą odległość pomiędzy elektrodą a jeziorkiem spawalniczym, uchwyt elektrody musi być przez cały czas przesuwany w kierunku spawanego elementu co powoduje, że umiejętności spawacza odgrywają szczególną rolę.
Funkcja otuliny w spawaniu MMA
Otulina pokrywająca metalowy rdzeń elektrody spełnia różne funkcje. Najważniejszą z nich jest osłona łuku przed dostępem atmosfery. Ponadto otulina chroni spawany materiał oraz elektrodę przed zanieczyszczeniami gazowymi i wprowadza do środowiska spawania pierwiastki odtleniające, które wiążą azot i rafinują ciekły metal spoiny. Wytwarza również żużel nad krzepnącym metalem spoiny.
Otulina ułatwia także formowanie spoiny oraz reguluje skład chemiczny gotowej spoiny. Podczas spawania otulina ulega stopniowemu rozkładowi. Ten rozkład generuje gazy, które tworzą osłonę wokół spawanego obszaru. Warto zaznaczyć, że poszczególne rodzaje elektrod otulonych mogą mieć różny skład chemiczny otuliny, co przekłada się na ich odmienne właściwości i zastosowania. Głównym celem otuliny jest odizolowanie jeziorka spawalniczego przed dostępem nieporządanych związków chemicznych obecnych w atmosferze.
Schemat spawania metodą MMA
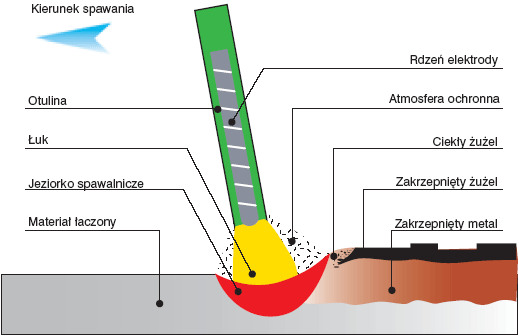
Spawanie MMA w skrócie:
Po zbliżeniu elektrody do spawanego materiału (materiał łączony) pojawia się łuk elektryczny, który topi materiał i elektrodę tworząc płynne jeziorko spawalnicze.
Po oddaleniu się łuku jeziorko spawalnicze krzepnie tworząc trwałe złącze.
Otulina elektrody pod wpływem ciepła wydziela gazy, które tworzą atmosferę ochronną oraz topi się i po zakrzepnięciu pokrywa złącze warstwą ochronną żużla, którą po ostygnięciu należy usunąć mechanicznie.
Cechy użytkowe metody spawania elektrodą otuloną
Zalety
- możliwość spawania różnych rodzajów i gatunków metali i stopów: stale niestopowe i stopowe, żeliwa, nikiel, miedź i jej stopy,
- możliwość spawania w każdej pozycji, w warunkach polowych (przy niewielkim wietrze), na wysokościach a nawet pod wodą,
- wysoka jakość spoin, dobre własności mechaniczne,
- możliwość spawania cienkich elementów (praktycznie od 1,5mm) i grubych (spoiny o grubościach powyżej 4mm zaleca się wykonywać wielowarstwowo),
- wykorzystywanie prostych w obsłudze, łatwo przenośnych i stosunkowo tanich urządzeń do spawania MMA.
Wady
- niska wydajność oraz prędkość spawania (ok. 1-5 kg stopiwa/godz.; ok. 0,1-0,4 m/min.) szczególnie dokuczliwa przy spawaniu grubych elementów,
- konieczność usuwania żużla i wymiany elektrod co dodatkowo zmniejsza wydajność procesu,
- jakość spoin mocno uzależniona od umiejętności spawacza,
- duża wrażliwość na wilgoć – szczególnie elektrod zasadowych,
- stosunkowo duży koszt materiałów spawalniczych (elektrod) w porównaniu do innych metod,
- duża ilość wydzielanych gazów i dymów spawalniczych.
Zastosowanie metody spawania elektrodą otuloną
Spawanie elektrodą otuloną jest stosowane we wszystkich warunkach i dlatego jest najbardziej uniwersalną metodą w całej branży spawalniczej. Metoda MMA to metoda uniwersalna ze względu na gatunek spawanej stali, rodzaj konstrukcji, pozycję i miejsce spawania.
Główne zastosowanie to spawanie konstrukcji stalowych w przemyśle stoczniowym i w większości branż produkcyjnych, spawanie rurociągów, w pracach instalacyjnych na budowach, spawanie w warunkach polowych i na wysokościach oraz w miejscach o utrudnionym dostępie. Jest to również ulubiona metoda hobbystów oraz małych warsztatów naprawczych.
Zobacz także:
OFERTA - Spawarki inwertorowe
Spawanie elektrodą otuloną - metoda MMA
Spawanie łukowe elektrodą otuloną nazywane jest również metodą MMA (Manual Arc Welding) i jest to najstarsza i najbardziej uniwersalna metoda spawania łukowego.
W metodzie MMA wykorzystywana jest elektroda otulona, która składa się z metalowego rdzenia pokrytego sprasowaną otuliną. Pomiędzy końcem elektrody a spawanym materiałem wytwarzany jest łuk elektryczny. Zajarzenie łuku ma charakter kontaktowy poprzez dotknięcie końca elektrody do materiału spawanego. Elektroda topi się i krople stopionego metalu elektrody przenoszone są poprzez łuk do płynnego jeziorka spawanego metalu tworząc po ostygnięciu spoinę. Spawacz dosuwa elektrodę w miarę jej stapiania do spawanego przedmiotu tak aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Topiąca się otulina elektrody wydziela gazy, które chronią płynny metal przed wpływem atmosfery a następnie krzepnie i tworzy na powierzchni jeziorka żużel, który chroni krzepnący metal spoiny przed wpływem otoczenia. Po odsunięciu elektrody od spawanego przedmiotu łuk elektryczny ustaje i proces spawania zostaje przerwany. Po ułożeniu jednego ściegu żużel należy mechanicznie usunąć.
Podstawowa różnica w stosunku do innych metod spawania polega na tym, że w metodzie MMA elekroda ulega skróceniu. W metodzie TIG oraz MIG/MAG długość elektrody pozostaje przez cały czas niezmieniona i odległość pomiędzy uchwytem a elementem spawanym jest przez cały czas stała. W metodzie MMA, aby utrzymać stałą odległość pomiędzy elektrodą a jeziorkiem spawalniczym, uchwyt elektrody musi być przez cały czas przesuwany w kierunku spawanego elementu co powoduje, że umiejętności spawacza odgrywają szczególną rolę.
|
Schemat spawania metodą MMA
Spawanie MMA w skrócie: Po zbliżeniu elektrody do spawanego materiału (materiał łączony) pojawia się łuk elektryczny, który topi materiał i elektrodę tworząc płynne jeziorko spawalnicze. Po oddaleniu się łuku jeziorko spawalnicze krzepnie tworząc trwałe złącze. Otulina elektrody pod wpływem ciepła wydziela gazy, które tworzą atmosferę ochronną oraz topi się i po zakrzepnięciu pokrywa złącze warstwą ochronną żużla, którą po ostygnięciu należy usunąć mechanicznie. |

Cechy użytkowe metody spawania elektrodą otuloną
-
Zalety:
-
możliwość spawania różnych rodzajów i gatunków metali i stopów: stale niestopowe i stopowe, żeliwa, nikiel, miedź i jej stopy,
-
możliwość spawania w każdej pozycji, w warunkach polowych (przy niewielkim wietrze), na wysokościach a nawet pod wodą,
-
wysoka jakość spoin, dobre własności mechaniczne,
-
możliwość spawania cienkich elementów (praktycznie od 1,5mm) i grubych (spoiny o grubościach powyżej 4mm zaleca się wykonywać wielowarstwowo),
-
wykorzystywanie prostych w obsłudze, łatwo przenośnych i stosunkowo tanich urządzeń do spawania MMA.
-
-
Wady:
-
niska wydajność spawania (ok. 1-5 kg stopiwa/godz.), szczególnie dokuczliwa przy spawaniu grubych elementów,
-
mała prędkość spawania (ok. 0,1-0,4 m/min.),
-
konieczność usuwania żużla i wymiany elektrod co dodatkowo zmniejsza wydajność procesu,
-
jakość spoin mocno uzależniona od umiejętności spawacza,
-
duża wrażliwość na wilgoć – szczególnie elektrod zasadowych,
-
stosunkowo duży koszt materiałów spawalniczych (elektrod) w porównaniu do innych metod,
-
duża ilość wydzielanych gazów i dymów spawalniczych.
-
Zastosowanie metody spawania elektrodą otuloną
Spawanie elektrodą otuloną jest stosowane we wszystkich warunkach i dlatego jest najbardziej uniwersalną metodą w całej branży spawalniczej. Metoda MMA to metoda uniwersalna ze względu na gatunek spawanej stali, rodzaj konstrukcji, pozycję i miejsce spawania.
Główne zastosowanie to spawanie konstrukcji stalowych w przemyśle stoczniowym i w większości branż produkcyjnych, spawanie rurociągów, w pracach instalacyjnych na budowach, spawanie w warunkach polowych i na wysokościach oraz w miejscach o utrudnionym dostępie. Jest to również ulubiona metoda hobbystów oraz małych warsztatów naprawczych.










