
































Co to jest plazma
Plazma to zjonizowana materia o stanie skupienia przypominającym gaz. Dzięki specyficznym właściwościom zwana jest czwartym stanem materii. Plazma złożona jest zarówno z cząstek naładowanych elektrycznie, jak i obojętnych. W plazmie współwystępują zjonizowane atomy oraz elektrony, jednak cała objętość zajmowana przez plazmę jest elektrycznie obojętna.
Ze względu na obecność dużej ilości jonów o różnym ładunku oraz swobodnych elektronów, plazma przewodzi prąd elektryczny, ale jej opór, inaczej niż w przypadku metali, maleje ze wzrostem temperatury.
W zależności od natężenia przepływającego prądu w plazmie rozróżnia się trzy stany, gdy występuje
- bardzo małe natężenie prądu - nie widać świecenia (czarny prąd)
- większe natężenie prądu - plazma zaczyna wytwarzać światło (zjawisko z powszechnie występujące w lampach jarzeniowych)
- wzrośnie natężenie prądu i przekroczy graniczną wartość - następuje zajarzenie łuku elektrycznego (właściwość, którą wykorzystujemy przy cięciu i spawaniu plazmą)
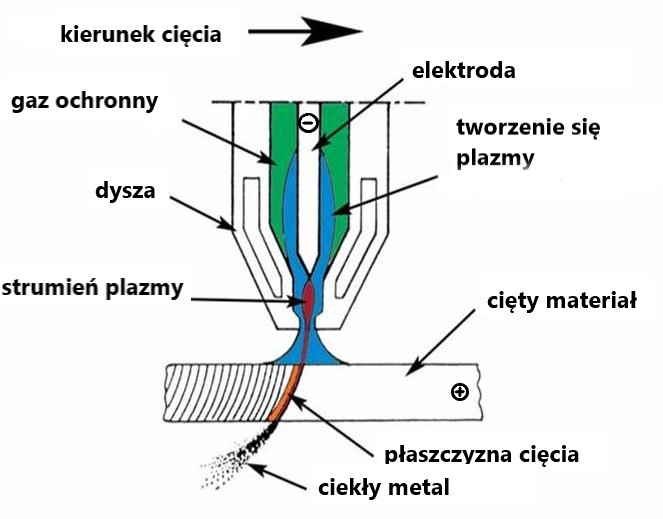
Cięcie plazmą (cięcie plazmowe) polega na topieniu i wyrzucaniu metalu ze szczeliny cięcia silnie skoncentrowanym plazmowym łukiem elektrycznym o dużej energii kinetycznej, jarzącym się między elektrodą nietopliwą a ciętym przedmiotem. Plazma tworzona jest za pomocą palnika do cięcia plazmą. Przepuszczanie strumienia sprężonego gazu przez jarzący się łuk elektryczny powoduje jego jonizację i dzięki dużemu zagęszczeniu mocy wytwarza się strumień plazmy. Dysza zamontowana w palniku skupia łuk plazmowy. Chłodzone ścianki dyszy powodują zawężanie kolumny łuku.
Zasada działania cięcia plazmą wykorzystuje wysoką temperaturę w jądrze łuku plazmowego (10000÷30000K) i bardzo dużą prędkość strumienia plazmy, co powoduje, że cięty materiał jest topiony i wydmuchiwany ze szczeliny.
Powszechnie stosowanym gazem plazmotwórczym jest powietrze. W urządzeniach o dużych mocach z reguły używa się argonu, azotu, wodoru, dwutlenku węgla oraz mieszanki argon-wodór i argon-hel Strumieniem plazmy jest możliwe cięcie materiałów przewodzących prąd elektryczny - wykonanych ze stali węglowych i stopowych, aluminium i jego stopów, mosiądzu, miedzi oraz żeliwa.
Cechy użytkowe metody cięcia plazmą
Zalety
- Wysoka prędkości cięcia (cięcie bez podgrzewania), szybkie przebijanie - 5 do 7 razy szybciej niż w wypadku cięcia tlenowo-gazowego,
- Wąska strefa wpływu cięcia - stosunkowo niewielki wpływ temperatury na cały materiał dzięki dużym prędkościom i silnie skoncentrowanemu działaniu ciepła
- Dobra jakość powierzchni i niewielka szczelina cięcia, możliwość cięcia bez nadpalania materiałów cienkich
- Dość szeroki zakres grubości cięcia - od 0,5 mm do 160 mm,
- Skuteczne cięcie w pionie i ukosowanie stali konstrukcyjnej o grubości do 30 mm
- Łatwa automatyzacja procesu cięcia.
Wady
- Znaczny poziom hałasu (nie dotyczy przypadku procesu cięcia pod wodą)
- Silne promieniowanie ultrafioletowe UV
- Duża ilość gazów i dymów szkodliwych dla zdrowia
- Zmiany w strefie wpływu cięcia ze względu na miejscowe intensywne działanie wysokiej temperatury
- Trudności w utrzymaniu prostopadłości krawędzi
- Dość spore koszta wdrażania metody
Żłobienie plazmą
Przecinarki plazmowe stosowane do cięcia mogą być wykorzystywane również do żłobienia. Podczas żłobienia palnik skierowany jest pod kątem ostrym w stosunku do obrabianej powierzchni, dzięki czemu stopiony materiał jest wydmuchiwany na zewnątrz bez przecinania materiału. Przez żłobienie metal usuwany jest w sposób wydajny, precyzyjny i czysty.
Korzyści:
-
Redukcja hałasu i dymów w porównaniu z innymi cieplnymi metodami żłobienia
-
Wysoka precyzja i duża wydajność usuwania metalu
-
Zmniejszenie ryzyka nawęglania w porównaniu z procesem żłobienia łukiem elektrycznym
-
Możliwość żłobienia metali żelaznych i nieżelaznych









